|
|
|
نوشته شده در دو شنبه 29 شهريور 1400
بازدید : 257
نویسنده : جواد دلاکان
|
|
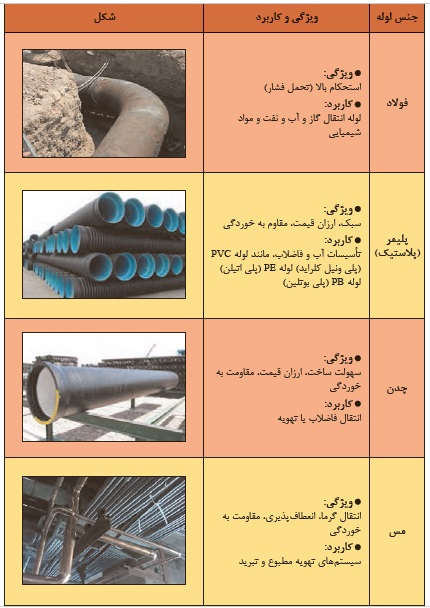
دسته بندی لوله ها براساس کاربرد و جنس
جدول زیر، دسته بندی لوله ها بر اساس جنس را نشان می دهد. همچنین ویژگی ها و کاربرد هر یک از آنها در هر قسمت ذکر شده است.
همانطور که در جدول مشاهده می شود، لوله کاربردهای مختلفی در صنعت دارد. بعنوان مثال انتقال نفت و گاز در صنایع پتروشیمی.اما آیا می توان بدون در نظر گرفتن یک سری شرایط و الزامات از این لوله ها. برای هر صنعت یا کاربردی استفاده نمود؟ برای انتخاب لوله مناسب برای یک کاربرد مشخص. طراحی و ساخت یک سازه لوله ای، یک سری استانداردهایی وجود دارد. که باید از آنها برای اهدافی که بیان شد، استفاده نمود.
شاید بارها شنیده اید که این وسیله استاندارد است یا فلان وسیله استاندارد نبود و اتفاق بدی افتاد. هیچوقت فکر کرده اید که استاندارد یعنی چه؟ استاندارد یعنی نظم و قانون هر کاری که طبق اصول منظم و مرتب انجام شده باشد. می گویند طبق استاندارد است و مهر استاندارد دریافت می کند. شاید نتوان تعریف خیلی دقیق و صحیحی از استاندارد ارایه کرد. ولی بطور کلی می توان اینگونه عنوان کرد. که استاندارد آزمایش ها و مطالعات گذشته برای نتیجه گیری و استفاده در آینده است. استانداردها اما تنها مربوط به کالا نمی شوند، بلکه بسیاری از خدمات را نیز شامل می شوند. باید قبول کرد هر کالا و یا هر نوع خدماتی باید در یک چارچوب مشخص ارایه شود. و این چارچوب ها را می توان با استاندارد تعریف کرد. در دنیای امروزی تقریباً تمامی کشورها برای خود یک استاندارد ملی دارند.
استاندارد باعث می گردد که ما با خیالی راحت، کالا و خدمات مورد نیاز خویش را انتخاب نماییم. و بدانیم که انتخاب ما مشکلی برای ما ایجاد نمی کند. اگر استاندارد نباشد، زندگی بسیار پر خطر و حادثه آفرین خواهد شد. اجرای استاندارد ها منجمله استانداردهای ملی ایران به نفع تمام مردم و اقتصاد کشور است. و باعث افزایش صادرات و فروش داخلی و تأمین ایمنی و بهداشت مصرف کنندگان. و صرفه جویی در وقت و هزینه ها و در نتیجه موجب افزایش درآمد ملی. و رفاه عمومی و کاهش قیمت ها می شود. به عبارت دیگر در بیشتر کشورها سازمانی وجود دارد که بر کیفیت کالاها نظارت میکند. که به نام سازمان استاندارد معروف است. با این اوصاف تعداد استانداردهای صادر شده مرتب بالا و بالاتر رفت. به گونه ای که در حال حاضر بسیاری از حرفه های مختلف در دنیا استانداردهای مخصوص خود را دارند.
:: برچسبها:
خمکاری لوله , لوله های فولادی , مقاطع فولادی , مقاطع توخالی , لوله های فلزی , لوله های آلیاژی , دسته بندی لوله ها براساس کاربرد و جنس , لوله درز دار , لوله بدون درز , ,
نوشته شده در یک شنبه 28 شهريور 1400
بازدید : 251
نویسنده : جواد دلاکان
|
|
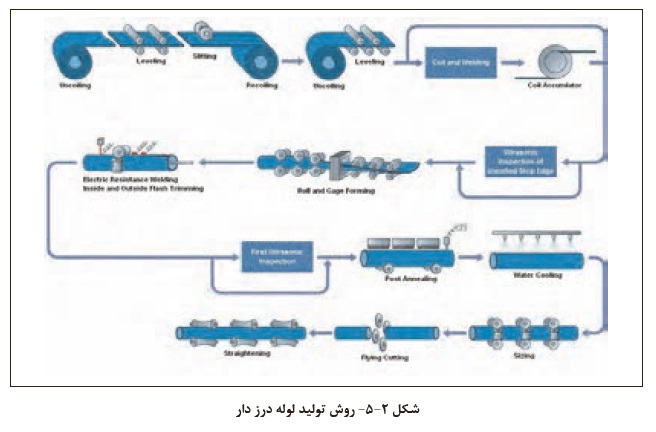
لوله های درز دار
لوله هایی که توسط خمکاری و جوشکاری ورق به صورت درز دار تولید می شوند. از این لوله ها بیشتر در انتقال سیالات کم فشار و هم چنین به عنوان ماده ی اولیه. در تولید پروفیل های نیمه سبک استفاده می شود. شکل شماره 2-5 ، مسیر تولید لوله های درز دار را نشان می دهد.
:: برچسبها:
خمکاری لوله , لوله های فولادی , مقاطع فولادی , مقاطع توخالی , لوله های فلزی , لوله های آلیاژی , دسته بندی لوله ها براساس کاربرد و جنس , لوله درز دار , لوله بدون درز , ,
نوشته شده در شنبه 27 شهريور 1400
بازدید : 234
نویسنده : جواد دلاکان
|
|
نوشته شده در پنج شنبه 25 شهريور 1400
بازدید : 251
نویسنده : جواد دلاکان
|
|
نوشته شده در چهار شنبه 24 شهريور 1400
بازدید : 257
نویسنده : جواد دلاکان
|
|
نوشته شده در سه شنبه 23 شهريور 1400
بازدید : 602
نویسنده : جواد دلاکان
|
|
تأثیر محورشدگی فعال و عناصر برشگیر در رفتار خمشی تیرهای لوله ای فولادی پرشده با بتن
تیرهای لوله ای فولادی
در این تحقیق رفتار خمشی تیرهای مرکب فولدی پرشده با بتن به صورت آزمایشگاهی بررسی شده است. هدف اصلی از این تحقیق، بررسی اثر لغزش بین لوله فولادی با هسته بتنی در رفتار خمشی تیرها بوده است. به منظور بهبود رفتار تیرهای مرکب فولادی. پرشده با بتن، از دو روش نصب برش گیر در سطح داخلی لوله. و محصور شدگی فعال هسته بتنی استفاده شده است.
چهار تیر مرکب در این مطالعه آزمایش شدند. تعبیه برش گیرها و نوع محورشدگی دو پارامتر اصلی متغیر در این تحقیق بودند. در نهایت، مقاومت خمشی نهایی، انعطافپذیری، مود شکست، وضعیت ترک خوردگی مقطع. در لحظه شکست و تغییرات سختی در مرحله الاستیک و پلاستیک تیرهای مرکب، پارامترهایی بودند. که بررسی شدند. نتایج حاصله نشان می دهند. که تعبیه برش گیر و محصور شدگی فعال، بر روی افزایش ظرفیت خمشی تیر مرکب اثر چشمگیری داشته است.
تیرهای لوله ای فولادی
همچنین، نصب برش گیر سبب افزایش بیشتری در ظرفیت خمشی نسبت به محصور شدگی فعال می گردد. به علاوه، تعبیه برش گیر و تغییر نوع محصور شدگی، منجر به رفتار تردتر نمونه ها شده است. ضمن این که نمونه ای که در آن برش گیر نصب شده است. دارای رفتار بسیار تردتری نسبت به نمونه با محصورشدگی فعال می باشد. به علاوه، در اثر تعبیه برشگیر در نمونه، میزان جذب انرژی نمونه حدود 40 درصد کاهش می یابد. در حالی که تغییرات میزان انرژی جذب شده با تغییر در نوع محصورشدگی، قابل چشم پوشی می باشد.
برای مطالعه مقاله فوق به ادامه ی مطلب مراجعه کنید
:: برچسبها:
تأثیر محورشدگی فعال و عناصر برشگیر در رفتار خمشی تیرهای لوله ای فولادی پرشده با بتن ,
لوله فولادی ,
لوله درز دار ,
لوله بدون درز ,
لوله مانیسمان ,
,
نوشته شده در دو شنبه 22 شهريور 1400
بازدید : 276
نویسنده : جواد دلاکان
|
|
- انواع تیرآهن و نبشی و ناودانی در صنعت ساختمان سازی. نظیر تیر و ستون وال پست و غیره استفاده می شود.
- از انواع ورق با ضخامت های مختلف در صنایع ماشین سازی و ساختمان استفاده می شود. نظیر ساخت ستون به صورت باکس.
- پروفیل های مربع و مستطیل با مقاطع کوچک به عنوان نرده های فلزی برای در و پنجره منازل. کناره راه پله ها و همچنین نرده کشی اطراف دیوارهای کارخانجات و زمین های محصور شده. و نرده پیاده روها و خیابانها بکار می روند.
- پروفیل های مربع و مستطیل (قوطی) با مقاطع بزرگتر که معروف به ستونی می باشند. موارد استفاده متعددی در صنعت و ساختمان سازی دارند. این پروفیل ها که در مقاطع مربع ساخته می شوند. در ساختن ستون و اسکلت فلزی ساختمان ها بکار می روند. همچنین اگر این پروفیل ها با مشخصات فیزیکی قابل اطمینان ساخته شوند. می توانند در ساختن شاسی تریلرها و نفت کش ها استفاده شوند.
- از پروفیل های قوطی مربع و مستطیل در صنایع خودروسازی نیز استفاده می شود.
- از پروفیل های قوطی مربع در ساخته پایه میز و صندلی نیز استفاده می گردد.
- پروفیل هایی که به صورت z تهیه می شوند اکثراً برای پوشش سقف سوله ها بکار می روند.
- پروفیل های نبشی و ناودانی با روش نورد سرد نیز تولید می شوند. از پروفیل های نبشی می توان در ساختن چارچوب درهای بزرگ آهنی. و انواع قالب های فلزی بکار رفته در ماشین آلات استفاده کرد. ناودانی های کوچک در مواردی چون در ساخت کرکره مقازه ها بکار می روند.
:: برچسبها:
تسمه ترانس , تسمه نورد , تسمه فابریک , تسمه ریزبار آهن , تسمه ماشینکار , تسمه فولادی , تسمه حرارتی , پروفیل فولادی , کاربرد تسمه , کاربرد تسمه نوردی گرم , کاربرد پروفیل , ,
نوشته شده در یک شنبه 21 شهريور 1400
بازدید : 273
نویسنده : جواد دلاکان
|
|
کاربرد تسمه فولادی نورد گرم
- صنایع بسته بندی
- درب و پنجره
همچنین یکی از محصولاتی که از این محصول تولید می شود. نوعی شبکه فولادی بنام گریتینگ است. از جمله خواص آن مقاومت بالا، امکان عبور نور و هوا، زیبایی ظاهری و قیمت کمت است. و همچنین باعث تبدیل آن به مناسب ترین گزنیه نسبت به محصولات مشابه در بازار ساختمانی و صنعتی شده است. و چون مقاومتش بالاست جهت پوشش کف و پله کارخانه ها و ساختمان ها از آن استفاده می کنند
:: برچسبها:
تسمه ترانس , تسمه نورد , تسمه فابریک , تسمه ریزبار آهن , تسمه ماشینکار , تسمه فولادی , تسمه حرارتی , پروفیل فولادی , کاربرد تسمه , کاربرد تسمه نوردی گرم , ,
نوشته شده در شنبه 20 شهريور 1400
بازدید : 220
نویسنده : جواد دلاکان
|
|
نوشته شده در پنج شنبه 18 شهريور 1400
بازدید : 274
نویسنده : جواد دلاکان
|
|
نوشته شده در چهار شنبه 17 شهريور 1400
بازدید : 337
نویسنده : جواد دلاکان
|
|
کاربرد تسمه در ساختمان سازی و صنعت
از نوع فلزی در این موارد نام برده شده است
- بسته بندی بارهای سنگین
- در گزینه هایی که نیاز به مقاومت و استحکام بخشی بالا
- ساخت بادبند و اتصال آن
- عمده ترین استفاده از این محصول فولادی در کابل تلفن و برق است.
- پر کردن فضای خالی و یک دست سازی سطح در صنعت درب و پنجره
- در داخل جان تیر آهن و وصله کردن آن
- مورد استفاده در صنایع ترابری، فلزی، شیشه، چوب، موزاییک و کارخانجات تولیدی
- ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
:: برچسبها:
تسمه ترانس , تسمه نورد , تسمه فابریک , تسمه ریزبار آهن , تسمه ماشینکار , تسمه فولادی , تسمه حرارتی , پروفیل فولادی ,
نوشته شده در سه شنبه 16 شهريور 1400
بازدید : 347
نویسنده : جواد دلاکان
|
|
انواع تسمه
تسمه به دو صورت ماشین کاری و نورد تولید می گردد.
تسمه نوردی
تسمه نوردی تسمه ای است که از ضایعات آهن و ذوبی تولید می شود. و قطر آن بین 5.5 تا 6.5 میباشد. همچنین ابعاد آن نیز تا 1 میلی متر تلورانس دارد.
نوع فابریک از نوع نوردی است که از نورد شمش فولاد در کارخانه ها تولید می گردد. و عمدتاً تمیز تر و با کیفیت تر از نوع های نوردی است. که در کارگاه ها تولید می شود. طول آن 6 متر است. اما ابعادش همانند نوع نوردی تا 1 میلی متر تلورانس دارد.
تسمه ماشینکاری
این نوع که از ورق فابریک و درجه یک بریده شده. و به صورت یکدست و طول ثابت 6 متری است. که لبه های آن صاف و از نوع نوردی گران تر و با کیفیت تر است.
تسمه در چه جنس هایی تولید می گردد
فی
غیر فی
یکی از فرقهای اساسی بین انواع فی و غیر فی، مقدار استحکام کششی آنها می باشد. بطور اساسی انواع غیر فی در بسته بندی اجسام سبک مانند لباس. کاغذ، بطری های نوشابه، مصالح ساختمانی. و الیاف اکریلیک کاربرد دارند.
در صورتیکه انواع فلزی در بسته بندی اجسام سنگین مثل کلاف های ورق فولادی، لوله و پروفیل. شمش های آلومینیوم و مس، الوار و در بستن ماشین آلات سنگین روی پالت. جهت حمل و نقل استفاده می گردد. علاوه بر این در بسته بندی اجسام داغ. استفاده از نوع های فلزی با جای انواع غیر فی چیز غیر قابل پیشبینی نمی باشد. استفاده از این محصول در حال افزایش است. بطوریکه در حال حاضر بیش از 12000 تن نوع فولاد بسته بندی در کشور مصرف می شود. و این مقدار در سال های آتی افزایش خواهد یافت.
انواع فی معمولاً در جنس هایی مانند آهنی، استیل، گالوانیزه، فولادی، ck45,آلیاژی و آلومینیوم تولید و ارائه می گردد.
از انواع این محصول می توان از نوع مقاوم به حرارت و انواع براق فولادی نیز نام برد. البته ورق هایی از جنس فلزات غیر آهنی نیز به صورت تسمه به بازار ارائه می گردد.
کابرد ورق و این محصول مقاوم به حرارت مخصوص در همه روش های جوشکاری برقی و جوشکاری ذوبی لب به لب ضربه ای، مخازن تحت فشار، لوله های تحت فشار و تأسیسات و دیگ بخار است.
ورق و اینن محصول فولاد ساختمانی محدودیت جوشکاری ندارند و همه ی تولید های آنها مخصوص پوشش رنگ است. ورق و این محصول از جنس فولاد آلیاژی نرم. را می توان جوشکاری و یا روی آن ها عملیات کشش انجام داد.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
:: برچسبها:
تسمه ترانس , تسمه نورد , تسمه فابریک , تسمه ریزبار آهن , تسمه ماشینکار , تسمه فولادی , تسمه حرارتی , پروفیل فولادی , ,
نوشته شده در دو شنبه 15 شهريور 1400
بازدید : 342
نویسنده : جواد دلاکان
|
|
نوشته شده در یک شنبه 14 شهريور 1400
بازدید : 353
نویسنده : جواد دلاکان
|
|
بررسی اثر جنس
برای بررسی اثر جنس در آزمون ها، دو نمونه فولاد کم کربن. و فولاد آلیاژی مورد مطالعه و بررسی قرار گرفت. چیدمان های مختلف روی این دو جنس صورت گرفت که در بررسی های قبل برخی از آنها آورده شده بود.
چیدمان انجام تست بدین صورت بود که، پروژکتورها در فاصله 30 سانتی متری نمونه. و در زاویه 60 درجه نسبت به سطح نمودار قرار داشتند. هر دو جنس تحت تحریک پالسی 5 ثانیه ای قرار گرفت. همان طور که در تصویر حارتی 12 نمونه فولاد کم کربن قابل مشاهده است. دو عیب با قطر 5 و 4 میلی متر در عمق 0.3 میلی متر. با وضوح بالا و چهار عیب با قطر 4 و 5 میلی متر. در عمق های 0.4 و 0.5 میلی متر با وضوح کمتر. و دو عیب با قطر 4 و 5 میلی متر در عمق 1 میلی متر به سختی قابل رویت هستند.
به کار گیری
کوچکترین عیب قابل مشاهده با قطر 4 میلی متر و در عمق 1 میلی متر سطح نمونه می باشد. در تصویر حرارتی 12 نمونه فولاد آلیاژی، عیوب مشاهده شده. عبارتند از عیوب با قطر 5 میلی متر، در عمق های 0.3 – 0.4 و 0.5 میلی متر. از سطح و عیوب با قطر 4 میلی متر در عمق های 0.3 و 0.4 میلی متر. با وضوح بالا، دو عیب با قطر 5 میلی متر در عمق 1 میلی متر و قطر 3 میلی متر. در عمق های 0.3 – 0.4 و 0.5 میلی متر، با وضوح پایین قابل شناسایی هستند. در شکل 12 در مجموع بدون پردازش تعداد 11 عیب قابل شناسایی هستند.
که کوچکترین آن عیب با قطر 3 میلی متر در عمق 0.5 میلی متر از سطح می باشد. شکل نمودار دما – پیکسل نمونه فولاد کم کربن (St37). بر روی مسیرهای کشیده شده بر روی قطرهای مختلف عیوب را نشان می دهد. قله های موجود در نمودار محل وجود عیوب می باشند. کلیه عیوب با قطرهای 4 و 5 میلی متر قابل شناسایی هستند.
نمودار دما – پیکسل سطح نمونه فولاد آلیاژی (SS304). بر روی مسیرهای کشیده شده بر قطرهای مختلف عیوب را نشان می دهد. قله های موجود در نمودار قابل مشاهده است. کلیه عیوب با قطرهای 4 و 5 میلی متر و عیوب با قطر 3 میلی متر. با عمق های 0/5،0/4،0/3 میلی متر قابل شناسایی هستند.
جمع بندی نتایج
بطورکلی تعداد عیوب قابل تشخیص در فولاد آلیاژی بیشتر بود. زمان رویت عیوب در هنگام تحریک حرارتی. برای فولاد زنگ نزن حدود 1/215 ثانیه و برای فولاد کم کربن حدود 0/199 ثانیه بوده است. هر چقدر دمای اولیه قطعه پایین تر باشد. باید مدت زمان بیشتری صرف پالس تحریک حرارتی قطعه شود. و هر چقدر دمای اولیه قطعه پایین تر باشد. فرصت و زمان بیشتری برای شناسایی عیوب وجود دارد. عیوب در بازه زمانی خاص قابل شناسایی هستند.
و طولانی شدن پالس تأثیری در افزایش عیوب قابل تشخیص ندارد. از دلایل مشاهده نشدن برخی عیوب کوچک و برخی عیوب با عمق های بیشتر. می توان به کم بودن قدرت شوک حرارتی. یا انرژی ورودی در پالس های کوتاه تر از 1 ثانیه اشاره کرد. همانطور که ژی زنگ و همکاران، با استفاده از منبع تحریک فلاش لامپ 4/8 کیلوژولی با پالس 1 ثانیه ای موفق به شناسایی تمام عیوب ایجاد شده در نمونه فولادی شدند [22]. همچنین مقدار هدایت حرارتی ماده در تشخیص عیوب تأثیرگذار است. هرچقدر مقدار هدایت حرارتی ماده بیشتر باشد.
به کار گیری
برای شناسایی عیوب به مقدار قدرت شوک حرارتی بیشتری در پالس های کوتاه نیاز دارد. زیرا حرارت به سرعت در نمونه پخش می شود. و عیوب در بازه زمانی کوتاه تری قابل شناسایی هستند. هدف این مقاله تشخیص و بررسی عیوب خوردگی در ورق های فلزی با روش آزمون های غیر مخرب. و آزمون حرارت نگاری فعال بود. طراحی و ساخت عیوب و نمونه ها با تجهیزات در دسترس، انجام گرفت.
سوراخ ها با نسبت قطر به عمق (D/L) از 16 تا 2 میلی متر، در نمونه ها ایجاد شد. نسبت قطر به عمق در فرآیند های سوراخ کاری عمیق کاربرد دارد [23]. نقص ها، سوراخ های کف تخت هستند. که در ورق فولادی کم کربن و ورق فولادی آلیاژی ایجاد شده اند. عیوب پس از تحریک حرارتی نوری مورد ارزیابی قرار گرفتند. از جمله نتایج بدست آورده از آزمایش ها این بود که:
منابع تحریک در فاصله 30 سانتی متری نمونه. تعداد 8 عیب در جنس فولاد کم کربن و 11 عیب در فولاد آلیاژی قابل شناسایی شدند. و در فاصله 60 سانتی متر نمونه، تعداد 6 عیب در فولاد کم کربن. و 10 عیب در فولاد آلیاژی قابل تشخیص بودند.
به کار گیری
- کوچکترین عیوب قابل تشخیص در نمونه فولاد کم کربن. عیب با قطر 4 میلی متر در عمق 1 میلی متر و در نمونه فولاد آلیاژی. عیب با قطر سه میلی متر در عمق 1 میلی متر بود.
- در مقایسه تصاویر حرارتی نمونه فولاد آلیاژی با فولاد کم کربن، مشاهده شد. که وضوح و تعداد عیوب قابل تشخیص در تصاویر حرارتی نمونه فولاد آلیاژی بیشتر است.
- بهترین میزان زمان تحریک برای دو جنس تحت آزمایش، 2 تا 5 ثانیه بود. و برای هر دو جنس افزایش زمان تحریک، تأثیری در تعداد عیوب قابل شناسایی و وضوح آن ها نداشت.
:: برچسبها:
حرارت نگاری , تکنیک حرارت نگاری , ارزیابی عیوب خوردگی , ارزیابی عیوب ورق های فولادی , به کارگیری تکنیک حرارت نگاری پالسی , ,
نوشته شده در شنبه 13 شهريور 1400
بازدید : 333
نویسنده : جواد دلاکان
|
|
اثر تابش منابع تحریک
برای بررسی اثر زاویه تابش منابع تحریک، دو آزمایش طراحی شد. که در آن دو پروژکتور در زاویه 60 درجه نسبت به سطح نمونه. و در فاصله 60 سانتی متری از آن قرار گرفته. و تحت تحریک 5 ثانیه ای قرار گرفت. در آزمون دیگری همین آزمایش با زاویه 40 درجه انجام شد. شکل 8 تصویر دمایی دو تست در بهترین کنتراست حرارتی را نشان می دهد. همان گونه که مشخص است در شکل HSRA 60 درجه سانتی گراد وضوح عیوب (کنتراست حرارتی بیشتر). بهتر از شکل HSRA 40 درجه ی سانتی گراد می باشد.
در نمودار دما – پیکسل شکل 9 که مربوط به دما در مسیر عیوب با قطر 5 میلی متر میباشد. مشاهده می شود. که کنتراست حرارتی تست HSRA 40 درجه ی سانتی گراد (اختلاف دمای محل عیب با سایر نقاط). بالاتر از تست HSRA 60 درجه سانتی گراد است. بنابراین این وضوح عیوب از نقاط بدون عیب، زمانی که زاویه تابش به سمت عمود بر سطح نمونه میل کند. بیشتر خواهد بود. در نمودار – پیکسل که مربوط به دمای نقاط مختلف در مسیر عیوب با قطر 4 میلی مت می باشد. کنتراست حرارتی با افزایش زاویه تابش نسبت به سطح نمونه، افزایش می یابد.
در آزمون دیگری، دو پروژکتور در زاویه 40 درجه. و در فاصله 60 سانتی متری نسبت به نمونه فولادآلیاژی قرار گرفته. و تحت تحریک 5 ثانیه ای قرار گرفت. سپس همین چیدمان، در آزمون دیگری با زاویه 60 درجه انجام گرفت. در شکل 10 HSRA 60 درجه سانتی گراد وضوح عیوب (کنتراست حرارتی بیشتر) بهتر. و تعداد عیوب قابل رویت بیشتر است.
به کار گیری
اگر در راستای عیوب با قطرهای 3،4،5 میلی متر مسیرهایی ایجاد شود. و نمودار دمایی آن در هر دو تست مورد بررسی قرار گیرد، تفاوت ها مشخص تر خواهند شد. همانطور که در نمودار دما – پیکسل شکل 11 مشاهده می شود. کنتراست حرارتی عیوب 5 میلی متر در تست HSRA 60 درجه سانتی گراد. بالاتر از تست HSRA 40 درجه ی سانتی گراد می باشد.
بنابراین عیوب با وضوح بیشتری قابل رویت خواهند بود. در نمودار دما -پیکسل عیوب با قطر 4 میلی متر، مشاهده می شود. که کنتراست حرارتی تست HSRA 60 درجه ی سانتی گراد از تست HSRA 40 درجه سانتی گراد بالاتر است. در نمودار دما-پیکسل که مربوط به دمای نقاط مختلف در مسیر عیوب 3 میلی متر است، مشاهده می شود. که همچنان کنتراست حرارتی نمودار تست HSRA 60 درجه ی سانتی گراد. بیشتر از تست HSRA 40 درجه ی سانتی گراد می باشد. و تشخیص عیوب با قطر کمتر و عمق بیشتر راحت تر است.
به کار گیری
قدرت شناسایی عیوب و وضوح تصاویر حرارتی با افزایش زاویه تابش حرارت بهبود می یابد. یکی از دلایل عمده آن افزایش انعکاس امواج انرژی از سطح نمونه و عدم جذب آن است. بنابراین هرچه زاویه منابع تحریک نسبت به سطح نمونه به 90 درجه نزدیک شود. میزان جذب انرژی افزایش می یابد. در نتیجه نرخ افزایش دمای سطح نمونه، افزایش می یابد. شناسایی عیوب با قطر کوچکتر امکان پذیر شده و همچنین رویت عیوب سریع تر میشود.
:: برچسبها:
حرارت نگاری , تکنیک حرارت نگاری , ارزیابی عیوب خوردگی , ارزیابی عیوب ورق های فولادی , به کارگیری تکنیک حرارت نگاری پالسی , ,
نوشته شده در پنج شنبه 11 شهريور 1400
بازدید : 307
نویسنده : جواد دلاکان
|
|
آماده سازی و ساخت نمونه ها
از دو ورق به ضخامت 5 میلی متر، مربعی شکل به ضلع 15 سانتی متر. از جنس فولاد کم کربن و فولاد آلیاژی انتخاب شدند. بر روی هر دون نمونه، الگوهایی سوراخ کرای گردید. با توجه به شکل 2، قطر این سوراخ ها از 5 تا 2 میلی متر. و با عمق های 1 تا 4/7 میلی متر می باشد. همچنین، قطر سوراخ ها بصورت عمودی ثابت و بصورت افقی از چپ به راست کاهش می یابند. عمق سوراخ ها بصورت افقی ثابت و بصورت عمودی کاهش می یابند. جهت به حداقل رساندن نویزهای ناشی از بازتاب نور و جذب حداکثر حرارت اعمالی به نمونه ها. پشت نمونه ها با اسپری مشکلی مات رنگ آمیزی شد. در شکل 2 نقشه نمونه های ساخته شده آورده شده است.
به کار گیری
آماده سازی چیدمان حرارت نگاری و طراحی آزمایشات تجهیزات مورد استفاده در آزمایش ها. یک دوربین حرارتی فلیر سری A دارای رزولیشن 240 × 360 با توانایی ضبط 9 الی 60 هرتز. دقت 0/01 درجه سانتی گراد و دو پروژکتور با توان 1 کیلووات بودند. تمامی آزمایش ها در دمای محیط 27 درجه سانتی گراد، در محیط بسته آزمایشگاه اجرا شد. پارامترهای مورد بررسی عبارتند از تأثیر زمان پالس، فاصله منبع تحریک تا نمونه HSD. زاویه تابش HSRA و در نهایت جنس نمونه می باشند.
فاصله دوربین از نمونه 30 سانتی متردر نظر گرفته شد. که با توجه به ابعاد نمونه و نقطه فوکوس دوربین ثابت می باشد. دوربین عمود بر سطح نمونه قرار گرفت. بر این اساس 16 تست انجام گرفت که به ترتیب، زاویه و فاصله منابع تحریک را تنظیم و ثابت کرده. و پالس های 5 ثانیه و سپس 10 ثانیه اعمال شد. و این تست ها با تغییر زاویه و فاصله و در نهایت تغییر جنس نمونه ادامه پیدا کرد.
بحث بر روی نتایج بدست آمده
اثر فاصله منابع تحریک
در ابتدا آزمایشی با دو پروژکتور تنگستنی را با زاویه 40 درجه نسبت به سطح نمونه فولاد کم کربن. و در فاصله های 30 سانتی متر و 60 سانتی متر طراحی شد. تحریک برای هر دو تست 5 ثانیه در نظر گرفته شد. در شکل 3 تصاویری از هر آزمون که در بهترین کنتراست حرارتی در طول تست قرار داشتند، آورده شده است. همان طور که در شکل مشخص است. دمای سطح نمونه HSD 30cm بالاتر و وضوح عیوب و همچنین تعداد عیوب قابل تشخیص نیز بیشتر است.
شکل 4 در راستای عیوب با قطر 5 و 4 میلی متر دو مسیر ایجاد شد. و نمودار دما – پیکسل آن استخراج گردید. و نمودارهای دو آزمایش، در هر قطر با هم مقایسه شد. که در شکل تفاوت ها به وضوح مشخص می شوند.
در تصاویر شکل 5، در نمودار دما – پیکسل عیوب با قطر 5 مشاهده می شود. که کنتراست حرارتی در تست HSD 30CM بالاتر از تست HSD 60CM می باشد. و تشخیص عیوب به علت کنتراست بالا راحت تر است. همچنین مرز بین عیوب و سطح سالم نمونه، تیزتر و به ابعاد واقعی نزدیک تر هستند. در تصاویر شکل 5، در نمودار دما – پیکسل عیوب با قطر 4 میلی متر نتایج مشابهی را نشان می دهد.
در آزمایش دیگری چیدمان همانند آزمون اول برای نمونه فولاد آلیاژی نیز انجام داده شد. بهترین وضوح از آمون ها در شکل 6 آورده شده است. همانطور که در شکل مشخص است. دمای سطح نمونه HSD 30cm بالاتر و وضوح عیوب با قطر کمتر، بیشتر است.
اگر در راستای عیوب با قطرهای 5،4 و 3 میلی متر مسیری کشیده و نمودار دما – پیکسل آن استخراج شود. و نمودارها با هم مقایسه شود، تفاوت ها به وضوح مشخص خواهند شد. در شکل 7 که نمودار دما – پیکسل عیوب با قطرهای 5، 3 و 4 میلی متر را نشان می دهد. مشاهده می شود. که دمای نقاط مختلف آزمون HSD 30cm از آزمون HSD 60cm بالاتر است. و همچنین کنتراست حرارتی (اختلاف دمای بین نقاط بدون عیب نمونه و محل معیوب). در تست HSD 30cm بالاتر از تست HSD 60cm می باشد. و تشخیص بصری عیوب به علت کنتراست حرارتی بیشتر راحت تر است.
در نهایت می توان گفت که هرچه منبع حرارتی از سطح نمونه دورتر باشد. مقدار انرژی انتقالی به سطح نمونه و به دنبال ان نرخ افزایش دما نیز کاهش می یابد.
:: برچسبها:
حرارت نگاری X تکنیک حرارت نگاری X ارزیابی عیوب خوردگی X ارزیابی عیوب ورق های فولادی X به کارگیری تکنیک حرارت نگاری پالسی ,
نوشته شده در چهار شنبه 10 شهريور 1400
بازدید : 336
نویسنده : جواد دلاکان
|
|
تکنیک حرارت نگاری
تکنولوژی مادون قرمز بر این پایه استوار است که همه اجسام از خودشان انرژی منتشر می کنند. و تابش فروسرخ یک فرم از این انرژی می باشد. سیستم تصویر برداری حرارتی مادون قرمز یا دوربین های مادون قرمز تجهیزاتی هستند. که با اندازه گیری شدت تابش مادون قرمز گسیل شده. از سط سوژه، تصاویری از دمای سطح سوژه تهیه می کنند. حرارت نگاری هم برای سوژه و هم بازرس بسیار ایمن است، چرا که روش غیر تماسی است.
بازرسی حرارت نگاری در صورتی امکان پذیر است. که جسم تحت بازرسی، با محیط بیرون از خود درگیر انتقال حرارت باشد. و یک گرادیان دمایی طبیعی با محیط اطراف خود داشته باشد. از نقطه نظر سخت افزاری، بسته به اینکه این گرادیان دمایی را ما ایجاد کنیم. و یا ناشی از کارکرد جسم، بطور طبیعی وجود داشته باشد. بازرسی به دو روش بازرسی فعال و غیر فعال تقسیم بندی می شود.
به کار گیری
در بازرسی حرارت نگاری فعال، تحریک حرارتی جسم به عهده اپراتور می باشد. و اپراتور با ایجاد یک گرادیان دمایی بین جسم و محیط و حالت انتقال حرارت گذار بین این دو. نحوه پاسخ جسم را به این شرایط بررسی می شود. در بازرسی حرارت نگاری غیر فعال به دلیل شرایط کاری جسم، این گرادیان دمایی بطور طبیعی وجود دارد. و اپراتور تنها به دریافت تشعشعات مادون قرمز و تحلیل آنها، اکتفا می کند.
در زمینه آزمون غیر مخرب، حرارت نگاری پالسی به دلیل سرعت بالا در بازرسی محبوب است. برای مواد هدایت حرارتی بالا (مانند آلومینیوم) مدت تحریک حرارتی فقط چند میلی ثانیه طول می کشد. در حالی که مدت زمان آزمایش نمونه های هدایت حرارتی کم (مانند پلاستیک ها، کامپوزیت ها، فولادها و غیره) مدت تحریک حرارتی چند ثانیه است [24-25].
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
:: برچسبها:
X X حرارت نگاری X تکنیک حرارت نگاری X ارزیابی عیوب خوردگی X ارزیابی عیوب ورق های فولادی X به کارگیری تکنیک حرارت نگاری پالسی ,
نوشته شده در سه شنبه 9 شهريور 1400
بازدید : 334
نویسنده : جواد دلاکان
|
|
به کار گیری تکنیک حرارت نگاری پالسی در ارزیابی عیوب خوردگی در ورق های فولادی-برای تشخیص و بررسی عیب خوردگی در ورق های فلزی از روش های آزمون غیر مخرب، روش حرارت نگاری پالسی استفاده شده است.
حرارت نگاری پالسی امروزه در صنایع مختلف برای بازرسی. و پایش برخی قطعات و مجموعه های در حال کار، مورد استفاده قرار می گیرد. خوردگی در سازه های فلزی و قطعات مکانیکی از مهمترین عیوبی است. که هر ساله هزینه های زیادی را به صنایع تحمیل می کند. که با تشخیص به موقع آن می توان بخشی از این هزینه ها را کاهش داد. روش های زیادی برای تشخیص عیب خوردگی وجود دارد. اما سرعت زیاد انجام آزمون، عدم نیاز به تماس با نمونه، بررسی و بازرسی سطوح بزرگ در زمان کم. و قابلیت انجام آن بر روی بسیار از مواد، از جمله مزایای حرارت نگاری پالسی است.
در این مقاله، برای تشخیص و بررسی عیب خوردگی در ورق های فلزی از روش های آزمون غیر مخرب، روش حرارت نگاری پالسی استفاده شده است. نمونه های مورد آزمایش در این مقاله از جنس فولاد کم کربن و فولاد آلیاژی ساخته شدند. که کاربردهای فراوان در صنایع مختلف دارند. هدف این پژوهش شبیه سازی و شناسایی عیوب خوردگی در قطعات فولادی بود. عیوب مختلفی جهت بررسی قدرت این آزمون غیر مخرب در تشخیص حداقل قطر و بیشترین عمق، طراحی و ساخته شدند.
به کار گیری تکنیک حرارت نگاری پالسی
اثر فاصله منابع تحریک، زاویه تابش، جنس نمونه ها و طول زمان تحریک در آزمون های انجام شده. مورد بررسی قرار گرفت. توانایی و قدرت تشخیص عیوب بدون نیاز به پردازش تصویر از مزایای روش به کار برده شده است. از الگوی عیوب ایجاد شده در نمونه ها در نمونه فولاد کم کربن. کوچکترین عیب با قطر 4 میلی متر در عمق 1 میلی متر و در نمونه فولاد آلیاژی. کوچکترین عیب با قطر 3 میلی متر در عمق 1 میلی متر از سطح قابل تشخیص است.
مقدمه
:: برچسبها:
X حرارت نگاری X تکنیک حرارت نگاری X ارزیابی عیوب خوردگی X ارزیابی عیوب ورق های فولادی X به کارگیری تکنیک حرارت نگاری پالسی ,
نوشته شده در دو شنبه 8 شهريور 1400
بازدید : 347
نویسنده : جواد دلاکان
|
|
سختی و سختی پذیری در فولادها
منظور از سختی پذیری یا قابلیت سختکاری (Hardenability ) در فولادها. قابلیت فولاد به افزایش سختی تا عمق مطلوب، از طریق خنک سازی آن با نرخ مناسب است. سختکاری فولاد از طریق تبدیل آستنیت به مارتنزیت انجام می شود. و میزان تشکیل مارتنزیت بستگی به رعایت سرعت لازم در خنک سازی فولاد آستنیتی شده. تا زیر دمای شروع – مارتنزیت دارد. به گونه ایی که آستنیت قابل توجه ای به پرلیت با سایر فراورده ها تبدیل نشود. در نتیجه گفته می شود که فولادهایی که تا عمق زیادی سختکاری می شوند. (یعنی مارتنزیت تا عمق زیادی شکل می گیرد)، دارای سختی پذیری بالایی هستند. و آنهایی که تا عمق کمی مارتنزیت در آنها شکل می گیرد. سختی پذیری کمی دارند.
سختی پذیری، که مقیاسی تجربی برای اندازه گیری قابلیت سخت شدن ماده است. نباید با «سختی» یا با حداکثر سختی مارتنزیت پس از کوئنچ شدن اشتباه گرفته شود. سختی بستگی به درصد کربن و عمق فاز مارتنزیت شکل گرفته در قطعه دارد. برای یک فولاد با درصد کربن مشخص، حداکثر سختی قابل دسترسی از طریق تولید قطعه ای 100% مارتنزیتی است. که فقط ممکن است بر روی سطح یا نمونه های فولادی کوچک امکان پذیر باشد. نرخ خنک سازی در قطعات با ضخامت بالا ممکن است به قدر کافی بالا نباشد. تا بتواند یک ریزساختار 100% مارتنزیتی ایجاد کند، و در نتیجه باعث کاهش عمق مارتنزیت تولید شده و سختی شود.
برخلاف تأثیر کربن بر سختی مارتنزیت، سایر عناصر آلیاژی باعث افزایش سختی فولاد کوئنچ شده نمی شوند. سختی مارتنزیت فقط به درصد کربن بستگی دارد. با این وجود، سایر عناصر آلیاژی فولاد می توانند. سختی پذیری فولاد را افزایش دهند. عناصر آلیاژی می توانند انتشار و پخش شدن کربن را کند کرده (تشکیل پرلیت نیاز به پخش شدن کربن دارد). اما فولاد نیکلی سختی پذیری خیلی بیشتری خواهد داشت. چرا که فولاد نیکل تا عمق بسیار بیشتری در قسمت های ضخمیم سختکاری خواهد شد.
:: برچسبها:
آزمون استاتيک ,روش هاي ديگر سختي سنجي ,اندازه گيري سختي مواد , سختي چيست , سنجش سختي مواد , آزمون ديناميک ,
نوشته شده در یک شنبه 7 شهريور 1400
بازدید : 349
نویسنده : جواد دلاکان
|
|
سختی سنجی مواد و قطعات مختلف
روش های دیگری سختی سنجی نیز برای سایر مواد وجود دارند. برای سنجش سختی انواع چوب ها از روشی به نام Janka استفاده میشود. که اساس آن این است که با چه نیرویی بر حسب پوند نیر (Ibf). می توان نیمی از ایک گلوله با قطر 0/444 اینچ را درون چوب فروبرد. بدین ترتیب انواع چوب ها را طبقه بندی شده. و معیاری برای آسان بودن یا دشواری بریدن یا میخ کاری چوب به دست می آید. که به عنوان راهنمایی برای جلوگیری کاربرد آنها بر اساس استحکام به کار می رود.
سختی لاستیک ها و پلاستیک ها با وسیله کوچکی به نام دورومتر اندازه گیری می شود. دورومتر معمولی، وسیله کوچکی است که در آن یک فرو رونده کروی تحت اثر نیروی فنر یا وزنه، روی سطح ماده فشرده شده و یک عقربه عدد سختی را روی صفحه مدرج نمایش می دهد. این دستگاه انواع مختلفی برای آزمایش گسترده کامل الاستومرها و پلاستیک ها از بسیار نرم تا بسیار سخت دارد.
:: برچسبها:
آزمون استاتيک,روش هاي ديگر سختي سنجي,اندازه گيري سختي مواد,سختي چيست,سنجش سختي مواد,آزمون ديناميک ,
نوشته شده در شنبه 6 شهريور 1400
بازدید : 339
نویسنده : جواد دلاکان
|
|
روش هاي ديگر سختي سنجي
براي برخي مواد ، مانند مواد معدني. يکي از بهترين روش هاي سختي سنجي، اندازه گيري مقاومت آنها نسبت به سايش است. سختي خراش طبق مقياس موس اندازه گيري مي شود. در اين روش، اين مقياس شامل 10 ماده معدني استاندارد است. که به ترتيب قابليت خراشيده شدنشان مرتب مي شوند. نرم ترين ماده معدني در اين مقياس، تالک مي باشد. (با سختي خراش 1)، در حالي که الماس سختي برابر 10 دارد. بر اساس اين نوع سنجش سختي، مواد مطابق با توانايي شان براي خراشيدن يکديگر، ارزيابي مي شوند. اگر ماده بتواند روي ماده بتواند روي ماده اي ديگر خراش ايجاد کند، از آن سخت تر است. بدين ترتيب در اين آزمون، نمونه هاي استاندارد توسط ماده مورد ارزيابي خراشيده ميشوند. و عدد سختي ماده بين عدد سختي دون نمونه استاندارد متوالي قرار مي گيرد.
روش هاي سختي سنجي ديگري نيز وجود دارند. که کمتر رايج هستند. مثلاً در سختي سنجي به روش التراسونيک از نيروهاي تا 800 گرم استفاده شده. و عمق اثر را با يک پروب اندازه مي گيرند. و عدد سختي در معيار راکول يا ويکرز به صورت ديجيتال گزارش مي شود. از ويژگي هاي مهم اين روش قابليت خودکار شدن آن است به طوري که در صورت وجود تمهيدات لازم. ميتوان تا 1200 قطعه را در ساعت سختي سنجي کرد
:: برچسبها:
آزمون استاتيک,روش هاي ديگر سختي سنجي,اندازه گيري سختي مواد,سختي چيست,سنجش سختي مواد,آزمون ديناميک ,
نوشته شده در پنج شنبه 4 شهريور 1400
بازدید : 331
نویسنده : جواد دلاکان
|
|
آزمون های دینامیک
سختی فلزات به روش دینامیک. به کمک اندازه گیری میزان جهش یک پرتابه سخت پس از برخورد به سطح قطعه شده به دست می آید. جهش بیشتر پرتابه، نشان دهنده سختی بیشتر است. در اثر برخورد، اثر کوچکی روی نمونه به جای می ماند، اندازه این اثر، نشان دهنده خاصیت پلاستیک قطعه است. که تظاهر «سختی استاتیکی» فلز می باشد. بخشی از انرژی پرتابه صرف ایجاد این اثر گشته و تقریباً باقیمانده انرژی صرف بازگشت پرتابه می شود. دستگاه لیب، بر اساس روش دینامیک ساخته شده و استفاده از آن در صنعت مرسوم است. البته روش های دینامیک دیگری نیز برای سختی سنجی وجود دارند، اما کاربردی و رایج نیستند.
:: برچسبها:
سختی مواد ,
سختی فولاد , سختی چیست؟ , Hardness , اندازه گیزی سختی , سختی پذیری در فولاد , روش سختی سنجی , آزمون استاتیک , آزمون دینامیک , سختی سنجی مواد و قطعات مختلف , ,
نوشته شده در چهار شنبه 3 شهريور 1400
بازدید : 434
نویسنده : جواد دلاکان
|
|
آزمون های استاتیک
در تمام آزمون های استاتیک، نوعی فرو رونده تحت اثر نیروی خارجی در سطح نمونه فرو برده می شود. یکی از ابعاد این فرورفتگی اندازه گیری شده و از آن برای تعیین عدد سختی استفاده می شود. ذات ماده، اندازه و نوع فرورونده و همچنین مقدار نیروی وارد شده بر اندازه فرورفتگی تأثیر گذارند. راکول، برینل، نوپ و ویکرز روش هایی هستند. که غالباً برای تعیین سختی استفاده می شوند. اساس به کار گرفته شده در تمام این آزمایش ها، مجموعه نیروهایی هستند که به فرورونده اعمال می شوند. اگر ماده سخت باشد، فرورفتگی ای کوچک و کم عمق حاصل می شود. در حالی که اگر ماده نرم باشد، فرورفتگی ای کاملاً بزرگ و عمیق حاصل خواهد شد.
روش های اندازه گیری موجود شامل مشاهده بصری فرورفتگی یا عمق سنجی می شود. آزمایشگرهای راکول عمق فرورفتگی را اندازه می گیرند. در حالی که آزمایشگرهای برینل، نوپ و ویکرز نیاز به اندازه گیری قطر فرورفتگی دارند.
:: برچسبها:
سختی مواد ,
سختی فولاد ,
سختی چیست؟ ,
Hardness ,
اندازه گیزی سختی ,
سختی پذیری در فولاد ,
روش سختی سنجی ,
آزمون استاتیک ,
آزمون دینامیک ,
سختی سنجی مواد و قطعات مختلف ,
,
نوشته شده در سه شنبه 2 شهريور 1400
بازدید : 351
نویسنده : جواد دلاکان
|
|
اندازه گیری سختی
سختی، از ویژگی های اصلی و ذاتی یک ماده نیست. برای این واژه می توان بیشتر از یک معنی تعریف کرد. می توان آن را مقاومت ماده در برابر سایش. یا مقاومت در مقابل تغییر شکل موم سان (تغییر شکل دائمی یا پلاستیک) دانست. روش های گوناگون آزمون های سنجش سختی بر اندازه گیری یکی از این دو ویژگی ماده استوار است. این آزمون ها ممکن است استاتیک (ایستا) یا دینامیک (پویا) باشند. در آزمون های استاتیک که متداول تر هستند. یک حفره با استفاده از نیرویی معین در قطعه ایجاد کرده و ابعادش را اندازه گیری می کنند. در آزمون های دینامیک، پرتابه ای آزادانه رها شده و به سطح ماده برخورد می کند. بخشی از انرژی پرتابه صرف تغییر شکل ماده شده و باقیمانده آن موجب برگشتن وزنه از سطح می شود. و با اندازه گیری این انرژی سختی جسم را می سنجند.
ارتباط با ما:
- ۰۹۱۲۱۲۲۴۲۲۷
- ۰۹۳۷۱۹۰۱۸۰۷
- تلفن: ۰۲۱۶۶۸۰۰۲۵۱
- فکس: ۶۶۸۰۰۵۴۶
اینستاگرام: folad_paytakht
ایمیل:davooddalakan@gmail.co
:: برچسبها:
سختی مواد ,
سختی فولاد , سختی چیست؟ , Hardness , اندازه گیزی سختی , سختی پذیری در فولاد , روش سختی سنجی , آزمون استاتیک , آزمون دینامیک , سختی سنجی مواد و قطعات مختلف , ,
نوشته شده در دو شنبه 1 شهريور 1400
بازدید : 390
نویسنده : جواد دلاکان
|
|
سختی یا Hardness به عنوان قابلیت ماده به مقاومت در برابر تغییر شکل دائم. یا نفوذ یک نفوذ کننده (Indenter) به سط آن تعریف میشود. سختی، میزان مقاومت سطح ماده در برابر تغییر شکل دائم یا پلاستیک (غیر الاستیک) است. از آنجایی که در هنگام تست میزان سختی ماده، نفوذ کننده به سطح فشار داده می شود. سختی را می توان به عنوان میزان مقاومت ماده در برابر نیروی فشاری نیز تعریف کرد. هرچه سختی یک ماده بیشتر باشد دیرتر خراش بر می دارد. الماس از سخت ترین مواد طبیعی شناخته شده می باشد.
نباید سختی (Hardness)، سفتی (Stiffness) و استحکام (Strength) را با یکدیگر اشتباه گرفت و بجای یکدیگر استفاده نمود. شناخت اختلاف و تفکیک این سه مفهوم از هم، از اصول بنیادین مهندسی مکانیک است. سفتی معیاری برای تعیین تمایل یک ماده به برگشت به شکل اول. پس از تغییر شکل توسط یک نیرو می باشد. استحکام تعیین می کند. که یک ماده چقدر می تواند تنش را قبل از تغییر شکل دائم یا شکست تحمل کند.
معیارها و آزمون های مختلفی برای سختی مواد وجود دارد. اما تمام آنها از مقاومت ماده در برابر یک فرو رونده یا خراشنده با اعمال نیرو مشخص. بر ابزاری با شعاع یا قطر مشخص سختی ماده را ارزیابی می کنند. سختی میزان مقاومت یک جسم در برابر یک نوک تیز (خراشیدگی) است.
پارامترهای مختلف از جمله دما، نرخ کرنش، اندازه دانه. جهت های بلوری (در تک بلورها)، ترکیبات آلیاژی و غیره بر سختی مواد تأثیر گذارند.
این قابلیت را می توان در مواد با عملیات های حرارتی یا روش های مختلف تغییر داد. برای مثال کاهش اندازه دانه ها در مواد، باعث افزایش سختی آنها می شود. افزودن کربن به آهن نیز (فولاد) سختی آلیاژ را افزایش می دهد.
- ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
- ایمیل:davooddalakan@gmail.co
:: برچسبها:
سختی مواد ,
سختی فولاد , سختی چیست؟ , Hardness , اندازه گیزی سختی , سختی پذیری در فولاد , روش سختی سنجی , آزمون استاتیک , آزمون دینامیک , سختی سنجی مواد و قطعات مختلف , ,
|
|
|

_3hia.jpg)






































 آمار
وب سایت:
آمار
وب سایت:

