|
|
|
نوشته شده در پنج شنبه 29 مهر 1400
بازدید : 225
نویسنده : جواد دلاکان
|
|
برش کاری با جت آب
این روش برش کاری توسط باریکه آب که به سطح قطعات برخورد می کند بوجود می آید. و با توجه به نوع ماده برش شونده از دو نوع جت آب استفاده می شود.
- جهت مواد نرم مانند چوب، پلاستیک از جت آب بدون مواد ساینده
- جهت مواد سخت از جت آب همراه با مواد ساینده
عرض برش در این روش معمولاً 0.5 – 1/5 میلی متر می باشد. در این روش از یک پمپ روغنی فشار بالا جهت افزایش فشار آب استفاده می شود. که می تواند فشار روغن را تا 200 اتمسفر بالا ببرد. با این فشار روغن یک پمپ ثانویه وارد کار می کند. که می تواند فشار آب را تا 4000 اتمسفر بالا ببرد. سرعت خروج آب در این فشار 1000m/s از نازل برش کاری می باشد. این روش بسیار مناسب برای برش کاری فولادهای سخت و پر آلیاژ می باشد.
:: برچسبها:
برشکاری , انواع برشکاری , برشکاری سرد , برشکاری گرم , برشکاری با سوهان , انواع روش های برش کاری گرم , اساس روش اکسی سوخت , برش کاری با جت آب , ,
نوشته شده در چهار شنبه 28 مهر 1400
بازدید : 219
نویسنده : جواد دلاکان
|
|
انواع روش های برش کاری گرم
برش کاری اکسی سوخت
این روش برای برش کاری فلزاتی استفاده می شود که هدایت حرارتی کمی داشته باشند. و نقطه ذوب اکسید فلز پایین تر از دمای ذوب خود فلز باشد. (مثلاً دمای ذوب آلومینیوم 660 و دمای ذوب اکسید آن 1800 درجه سانتی گراد است. که این فلز را نمی توان با این روش برش کاری نمود. و با دمای اشتغال فولاد 1050 درجه و دمای ذوب آن 1538 درجه است).
اساس روش اکسی سوخت
الف: بهره گیری از شعله خالص از گاز سوختنی و اکسیژن. که موجب افزایش دمای فلز تا محدوده اشتغال فلز شود.
ب: بوسیله باز نمودن شیر فشار اکسیژن واکنش گرمازای شدید سوخته شدن فلز انجام می شود. و در نهایت دما به منطقه ذوب باقی مانند فلز جهت انجام برش کاری می رسد.
به دلیل وجود اکسیژن زیاد در محل برش سطح برش خورده دارای اکسید فلزی است که بصورت فلس روی آن قرار دارد و این زیاد بودن اکسیژن باعث افزایش سختی سطح برش و ترد شدن قطعه پس از جوشکاری و بوجود آمدن ترک در سطح قطعه می گردد.
نازل برش کاری با این روش به دو صورت یک تکه و دو تکه در بازار موجود است. از نوع یک تکه جهت برش کاری ورق های با ضخامت زیاد. و از نوع دو تکه برای برش کاری ورق های با ضخامت کم استفاده می شود.
نکته
در صورتی که برش توسط جت اکسیژن انجام شود (ضخامت بالای 20 میلی متر). ضخامت خط برش بسیار نازکتر از حالتی است که برش کاری توسط خود شعله انجام گیرد.
برش کاری بوسیله قوس الکتریکی
برش کاری بوسیله الکترود روکش دار
بهترین نوع الکترود جهت برش کاری انواع سلولزی می باشد.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
:: برچسبها:
برشکاری , انواع برشکاری , برشکاری سرد , برشکاری گرم , برشکاری با سوهان , انواع روش های برش کاری گرم , اساس روش اکسی سوخت , ,
نوشته شده در سه شنبه 27 مهر 1400
بازدید : 218
نویسنده : جواد دلاکان
|
|
برشکاری به دو صورت زیر تقسیم بندی می شود
1- برشکاری سرد
2- برشکاری گرم
برشکاری سرد
در این روش دمای قعات برش خورده پایین تر از دمای اشتغال می باشد. و با توجه به همین مطلب در مقطع برش کاری شده تغییرات ساختاری متالورژیکی نداریم.
انواع روش های برش کاری سرد
برش کار دستی
برش كاري با اره aw cutting
برش کاری با سوهان
برش کاری به صورت ماشینی
برش کاری با گیوتین
کیفیت مقطع برش خورده در این روش وابسته به تیز بودن تیغه برش و فیلتر بودن دستگاه دارد. تغییرات دما در این روش بسیار محدود می باشد. حداکثر ضخامت برش کاری با این روش 2 اینچ و بیشتر برای فلزات نرم مورد استفاده قرار می گیرد. معمولاً بعد از برش کاری با گیوتین آماده سازی لبه های برش. را جهت حذف لبه های دفرمه شده نیاز داریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
:: برچسبها:
برشکاری , انواع برشکاری , برشکاری سرد , برشکاری گرم , برشکاری با سوهان , ,
نوشته شده در دو شنبه 26 مهر 1400
بازدید : 214
نویسنده : جواد دلاکان
|
|
فولاد منگنز-فولاد Hadfield-Mangalloy-فولاد آلیاژی-فولاد مقاوم به ضربه-فولاد مقاوم به سایش
فولاد منگنز یا فولاد Hadfield -Mangalloy یک فولاد آلیاژی است که به طور متوسط حاوی 12 درصد منگنز است. فولاد منگنز مقاومت زیادی در برابر ضربه و سایش دارد.
منگنز توسط فولاد آلیاژی ساخته شده است. و حاوی 0.8 تا 1.5% کربن و 11 تا 15% منگنز است. Mangalloy یک فولاد غیر مغناطیسی منحصر به فرد است. که دارای خاصیت ضد سیاش شدید است. این ماده در برابر سایش بسیار مقاوم است. و در شرایط ضربه تا سه برابر سختی سطح خود می رسد. بدون افزایش شکنندگی که معولاً با سختی همراه است. این به Mangalloy اجازه می دهد تا سختی خود را حفظ کند.
بیشتر فولادهای حاوی 0.15 تا 0.8 درصد منگنز هستند. آلیاژهای با مقاومت بالا معمولاً حاوی 1 تا 1.8 درصد منگنز هستند. فلز حاوی در حدود 1.5 درصد منگنز، فولاد شکننده می شود. و این ویژگی تا زمانی که حاوی حدود 4 تا 5 درصد از منگنز شود افزایش می یابد. در این مرحله، فولاد در اثر ضربه چکش پودر خواهد شد. افزایش بیشتر منگنز باعث افزایش سختی و شکل پذیری می شود. در حدود 10 درصد مقدار منگنز، فولاد در صورت خنک شدن در دمای اتاق. به صورت آستنیت خود باقی می ماند. هم سختی و هم انعطاف پذیری بسته به عناصر آلیاژی. در مقدار حدود 12 درصد به بالاترین نقاط خود می رسند.
اصلی ترین این عناصر آلیاژی کربن است. زیرا افزودن منگنز به فولاد کم کربن اثر کمی دارد. اما با افزایش محتوای کربن به طرز چشمگیری افزایش می یابد. فولاد Hadfield اصلی حدود 1.0 درصد کربن داشت. سایر عناصر آلیاژی ممکن است شامل فلزاتی مانند نیکل و کروم باشند. اغلب فولادهای آستنیتی به عنوان تثبیت کننده آستنیت اضافه می شود. مولیبدن و وانادیوم در فولادهای غیر آستنیتی به عنوان تثبیت کننده فریت استفاده می شود. یا حتی عناصر غیر فلزی مانند سیلیکون.
منگنز دارای مقاومت در برابر عملکرد منصفانه اما استحکام کششی بسیار بالایی دارد. به طور معمول در هر جایی بین 350 تا 900 مگاپاسکال (Mpa)، با کار سختی به سرعت افزایش می یابد. بر خلاف دیگر اشکال فولاد، وقتی تا نقطه ی شکست کشیده می شود. مواد دچار کاهش سط مقطع نمی شوند. (در ضعیف ترین نقطه کوچکتر می شوند) و بعد از هم جدا می شوند. در عوض، کار سختی فلزات افزایش می یابد و استحکام کششی را به سطوح بسیار بالایی افزایش می دهد.
گاهی اوقات به اندازه 2000 مگاپاسکال، این باعث می شود مواد مجاور سطح مقطع شان کوچک شود. سخت شوند و این کار ادامه یابد تا زمانی که کل قطعه بسیار بلندتر و نازک تر شود. افزایش طول معمولی بسته به ترکیب دقیق آلیاژ و عملیات حرارتی قبلی، می تواند از 18 تا 65 درصد باشد. آلیاژهای حاوی منگنز از 12 تا 30 درصد قادر به مقاومت در برابر اثرات شکننده سرما. گاهی اوقات در برابر درجه حرارت در محدوده -196 درجه فارنهایت (-127 درجه سلسیوس).
Mangalloy در صنعت معدن، میکسرهای سیمانی، سنگ شکن های سنگی. سوئیچ ها و گذرگاه های راه آهن، آج های خزنده. برای تراکتورها و سایر محیط های دارای ضربه و ساینده استفاده شده است. همچنین در محیط هایی با ضربه زیاد مانند داخل دستگاه لایه برداری شات استفاده می شود. این آلیاژها به دلیل استحکام بالای آن ها در دماهای بسیار کم. کاربردهای جدیدی به عنوان فولادهای کرایوژنیک پیدا می کنند.
منگنز قابل تغییر با حرارت است. اما منگنز دمایی را که در آن استوستیت به فریت تبدیل می شود، کاهش می دهد. بر خلاف فولاد کبربن، Mangalloy با کاهش سریع دما به جای کارسختی کار نرم می شود. و شکل پذیری را از حالت کار سختی باز می گرداند. اکثر درجات بعد از پختن و سپس خاموش شدن از گرمای زرد آماده هستند.
و نیازی به مخلوط کردن بیشتر نیست و معمولاً دارای سختی نرمال برینل. در حدود 200 HB (تقریباً برابر با 304 استیل ضد زنگ) هستند. اما به دلیل وجود آن خاصیت منحصر به فرد، سختی تورفتگی. تأثیر بسیار کمی در تعیین سختی خراش (سایش و مقاومت در برابر ضربه فلز) دارد. یک منبع دیگر می گوید که سختی اولیه برینل از فلز منگنز با توجه به مشخصات اصلی Hadfield برابر 220 است اما در صورت سایش ضربه ای، سختی سطح به بیش از 550 خواهد رسید.
بسیاری از کاربردهای منگنز اغلب به دلیل دشواری آن در ماشینکاری محدود هستند. گاهی اوقات به عنوان قابلیت ماشین پذیری صفر توصیف می شود. این فلز را نمی توان با پخت و پز نرم کرد. و به سرعت در زیر ابزارهای برش و سنگ زنی سخت می شود. و معمولاً برای ماشین کاری نیاز به ابزار خاصی است. مواد با استفاده از الماس یا کاربید با مشکل بسیار حفر می شوند. اگرچه می توان آن را از گرمای زرد جعل کرد.
اگر در هنگام گرم شدن هوا چکش کاری شود ممکن است خرد شود. و در هنگام گرم شدن بسیار سخت تر از فولاد کربنی است. می توان آن را با یک مشعل اکسی استیل برش داد. اما برش پلاسما یا لیزر روش ارجح است. با وجود سختی شدید و استحکام کششی، ممکن است مواد همیشه سفت و سخت نباشند. این می تواند با نورد سرد یا خم شدن سرد تشکیل شود.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
:: برچسبها:
فولاد منگنز , فولاد آلیاژی , فولاد مقاوم بالا , فولاد ضد سایش , فولاد ضد خوردگی , فولاد ضد زنگ , فولاد آستنیتی , فولاد کربنی , ,
نوشته شده در یک شنبه 25 مهر 1400
بازدید : 223
نویسنده : جواد دلاکان
|
|
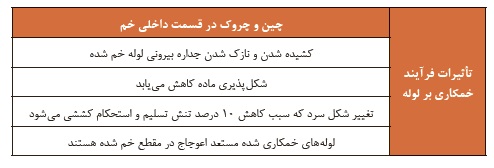
تأثیرات فرآیند خمکاری بر لوله
جدول زیر تأثیر فرآیند خمکاری را بر روی خواص مواد نشان می دهد.
:: برچسبها:
خمکاری لوله , لوله های فولادی , مقاطع فولادی , مقاطع توخالی , لوله های فلزی , لوله های آلیاژی , دسته بندی لوله ها براساس کاربرد و جنس , لوله درز دار , لوله بدون درز , روش خمکاری , خمکاری پرسی , خمکاری فشاری , خمکاری کششی چرخشی , خمکاری سه غلتکی , انواع دستگاه خمکن لوله , روش کار با خمکن هیدرولیکی , تأثیرات , ,
نوشته شده در شنبه 24 مهر 1400
بازدید : 210
نویسنده : جواد دلاکان
|
|
روش کار با خمکن هیدرولیکی
پمپ هیدرولیک شامل پیستون، دسته پیستون و روغن می باشد. با استفاده از حرکت دادن پیوسته اهرمی که به پمپ هیدرولیک متصل است. به بالا و پایین، فشار روغن وارد سیلندر هیدرولیک می شود. در انتقال دسته پیستون سمبه قرار دارد. فشار روغن باعث حرکت رو به جلوی دسته پیستون و سمبه می شود. در نتیجه لوله ای که بین سمبه و ماتریس قرار گرفته اند خم می شود. با تعویض قالب و ماتریس در دستگاه خمکن هیدرولیک می توانیم. شکل های خم مختلف مانند V یا L ایجاد کنیم. در نتیجه شکل نهایی خم بستگی به شکل و نوع قالب دارد.
:: برچسبها:
خمکاری لوله , لوله های فولادی , مقاطع فولادی , مقاطع توخالی , لوله های فلزی , لوله های آلیاژی , دسته بندی لوله ها براساس کاربرد و جنس , لوله درز دار , لوله بدون درز , روش خمکاری , خمکاری پرسی , خمکاری فشاری , خمکاری کششی چرخشی , خمکاری سه غلتکی , انواع دستگاه خمکن لوله , روش کار با خمکن هیدرولیکی , ,
نوشته شده در پنج شنبه 22 مهر 1400
بازدید : 211
نویسنده : جواد دلاکان
|
|
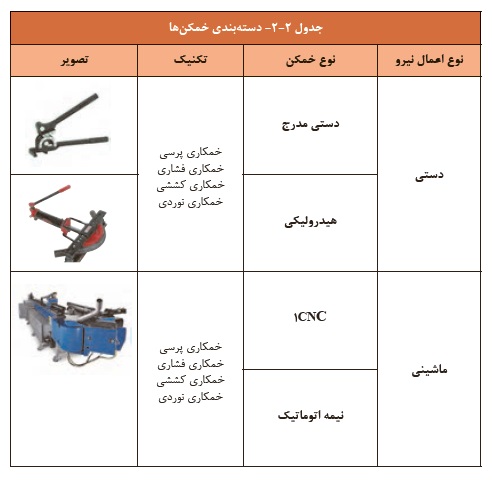
در قسمت قبل با تکنیک های خمکاری آشنا شده اید. در این قسمت انواع خمکن لوله معرفی می شود. بطور کلی دستگاه های خمکن به صورت زیر دسته بندی می شوند.
خمکن دستی مدرج
خمکن دستی مدرج، برای لوله با قطر پایین به کار می رود. و می توان با نیروی دست، خمکاری کرد. یکی از ویژگی های این فرآیند قابلیت اتصال به گیره می باشد. این ویژگی در هنگام خمکاری لوله با ضخامت بزرگتر و طول زیاد بسیار مفید است. به طوری که از تاب برداشتن لوله با طول زیاد جلوگیری می کند. از دیگر ویژگی های این خمکن، خمکاری به صورت افست می باشد.
خمکن هیدرولیکی
در مقیاس تولید کارگاهی، خمکن هیدرولیکی جزء پرکابردترین خمکن ها می باشد. در این دستگاه با استفاده از فشار روغن داخل سیلندر پیستون رو به جلو حرکت می کند. و این حرکت باعث اعمال نیرو به سمبه دستگاه می شود. همچنین لوله که در نگهدارنده (ماتریس) ثابت شده است. تغییر شکل یافته و خم می شود.
میزان نیروی اعمالی به سمبه و خم شدن مقدار خمیدگی لوله به میزان حرکت پیستون هیدرولیکی دارد. به طور کلی روش کار با خمکن هیدرولیکی نسبت به سایر روش های خمکاری لوله نسبتاً ساده می باشد.
در حین استفاده از این روش بهتر است که سیلندر هیدرولیکی تا حد ممکن به ماتریس نزدیک باشد. در اینصورت بیشترین خم با کمترین انحراف ایجاد می گردد.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
:: برچسبها:
خمکاری لوله , لوله های فولادی , مقاطع فولادی , مقاطع توخالی , لوله های فلزی , لوله های آلیاژی , دسته بندی لوله ها براساس کاربرد و جنس , لوله درز دار , لوله بدون درز , روش خمکاری , خمکاری پرسی , خمکاری فشاری , خمکاری کششی چرخشی , خمکاری سه غلتکی , انواع دستگاه خمکن لوله , ,
نوشته شده در چهار شنبه 21 مهر 1400
بازدید : 229
نویسنده : جواد دلاکان
|
|
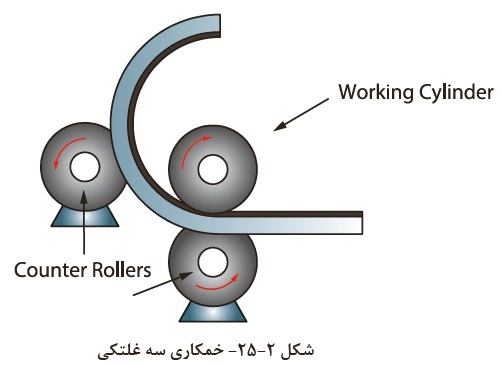
خمکاری سه غلتکی (Roll Bending 3)
این روش برای خمکاری لوله و سایر مقاطع با شعاع خم های بزرگ بکار گرفته میشود. در این روش لوله با پروفیل از میان سه غلطک عبور داده می شود. با توجه به اینکه از نظر هندسی از سه نقطه فقط یک دایره عبور می کند. لوله در حین عبور لوله از میان سه غلطک دایره شکل باقطر مشخص را به خود می گیرد. همانطور که در شکل زیر نشان داده است. از سه غلطکی که در بالا به آن اشاره شده، دو غلطکی که در طرفین قرار گرفته اند. بدون تغییر مکان جانبی و ثابت بوده و صرفاً حرکت دورانی دارند.
نیروی محرک برای به حرکت در آوردن لوله توسط غلطک میانی که غلطک محرک نامیه می شود. به لوله یا پروفیل اعمال می گردد. همچنین این غلطک با داشتن یک درجه آزادی و امکان حرکت در امتداد عمود بر لوله. نورد لوله و یا پروفیل. با شعاع های مختلف را ممکن می سازد.
:: برچسبها:
خمکاری لوله , لوله های فولادی , مقاطع فولادی , مقاطع توخالی , لوله های فلزی , لوله های آلیاژی , دسته بندی لوله ها براساس کاربرد و جنس , لوله درز دار , لوله بدون درز , روش خمکاری , خمکاری پرسی , خمکاری فشاری , خمکاری کششی چرخشی , خمکاری سه غلتکی , ,
نوشته شده در سه شنبه 20 مهر 1400
بازدید : 215
نویسنده : جواد دلاکان
|
|
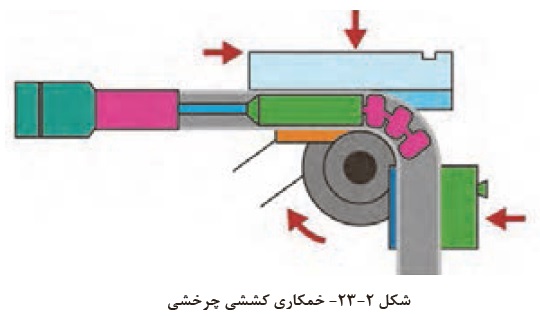
خمکاری کششی چرخشی (Rotary Draw Bending)
در خمکاری کششی، قالب دوران می کند. در این روش، در ابتدا لوله در محل شروع خم توسط گیره به قالب فشرده و محکم گرفته می شود. سپس هر دو با هم شروع به دوران کرده و نتیجتاً لوله به درون قالب کشیده می شود. جهت جلوگیری از تغییر فرم سطح مقطع لوله و بیضی شدن آن قالب فشاری به لوله فشرده شده. و در اثر اصطکاک، به همراه لوله به جلو کشیده می شود. و همواره در نتقطه شروع خم در مقابل قالب قرار می گیرد. و مانع از تغییر شکل لوله و بیضی شدن آن در هنگام خمکاری می گردد. به همین دلیل طول آن بایستی حداقل برابر طول خم باشد.
در این روش برای خمکاری لوله های با ضخامت کم از مندریل که در درون لوله قرار می گیرد. می توان استفاده نمود. مندریل موجب کنترل ابعاد هندسی و مانع از بیضی شدن لوله می شود. به عبارت دیگر با استفاده از مندریل و قالب از تغییر شکل لوله. به ترتیب از طرف داخل و بیرون در حین عملیات خمکاری جلوگیری می کند. روش خمکاری کششی نسبت به خمکاری پرسی، خمکاری فشاری و خمکاری نوردی. جهت ارائه یک خم با کیفیت، بسیار مناسبتر می باشد. و از این رو در بسیاری از کارخانجات تجهیزات سازی از آن استفاده می شود.
:: برچسبها:
خمکاری لوله , لوله های فولادی , مقاطع فولادی , مقاطع توخالی , لوله های فلزی , لوله های آلیاژی , دسته بندی لوله ها براساس کاربرد و جنس , لوله درز دار , لوله بدون درز , روش خمکاری , خمکاری پرسی , خمکاری فشاری , خمکاری کششی چرخشی , ,
نوشته شده در دو شنبه 19 مهر 1400
بازدید : 223
نویسنده : جواد دلاکان
|
|
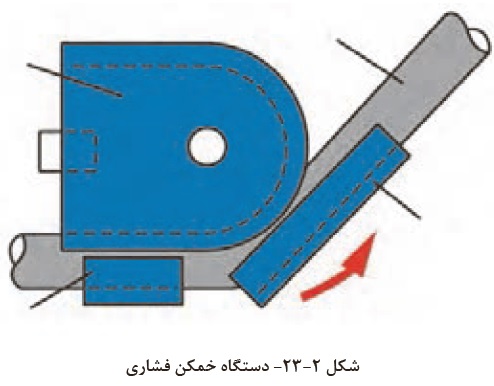
خمکاری فشاری (Compressing Bending)
در خمکاری فشاری همانطور که در شکل دیده می شود، قالب ثابت بوده. و کفشک لغزان در حین دوران به دور قالب، لوله را به درون قالب می فشارد. در این روش گیره لوله را در محل خاتمه خم به قالب ثابت کرده. و از حرکت لوله جلوگیری می کند. بعنوان مثال خمکن های دستی که برای خمکاری لوله های مسی با قطر 16>D mm استفاده میشود. جزء این روش خمکاری می باشد.
:: برچسبها:
خمکاری لوله , لوله های فولادی , مقاطع فولادی , مقاطع توخالی , لوله های فلزی , لوله های آلیاژی , دسته بندی لوله ها براساس کاربرد و جنس , لوله درز دار , لوله بدون درز , روش خمکاری , خمکاری پرسی , خمکاری فشاری , ,
نوشته شده در یک شنبه 18 مهر 1400
بازدید : 227
نویسنده : جواد دلاکان
|
|
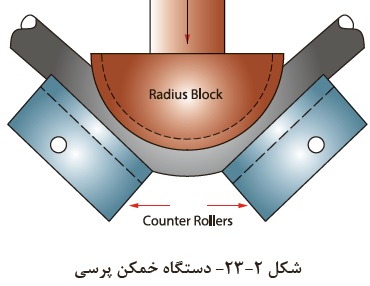
خمکاری پرسی (pressing Bending)
در بسیاری از موارد که شعاع خمکاری و تغییر سطح مقطع لوله از اهمیت خاصی برخوردار نیست. از این روش برای خمکاری لوله استفاده میشود. بعنوان مثال میتوان از بکارگیری این روش در سیستم لوله کشی شوفاژ منازل مسکونی. و نیز برخی از مبلمان فلزی خانگی و اداری استفاده کرد. در این روش لوله بر روی دو غلطک (تکیه گاه)، و قالب در وسط این دو غلطک قرار می گیرد.
نیروی لازم توسط یک جک هیدرولیکی تأمین می شود. دستگاههای خمکاری پرسی بعضاً به شکلی طراحی شده اند. که قادر هستند خمکاری لوله را به صورت گروهی انجام دهند.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
:: برچسبها:
خمکاری لوله , لوله های فولادی , مقاطع فولادی , مقاطع توخالی , لوله های فلزی , لوله های آلیاژی , دسته بندی لوله ها براساس کاربرد و جنس , لوله درز دار , لوله بدون درز , روش خمکاری , خمکاری پرسی , ,
نوشته شده در شنبه 17 مهر 1400
بازدید : 205
نویسنده : جواد دلاکان
|
|
روش های خمکاری
تکنیک های متفاوتی در خم کاری لوله وجود دارد. که هر کدام از آنها بر اساس کاربرد خم و نوع مواد، مزیت و معایت متفاوتی دارند. معمول ترین و مهمترین تکنیک های خمکاری که از نیروی مکانیکی استفاده می کنند، عبارتند از:
خمکاری پرسی
خمکاری فشاری
خمکاری کششی
خمکاری نوردی
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
:: برچسبها:
خمکاری لوله , لوله های فولادی , مقاطع فولادی , مقاطع توخالی , لوله های فلزی , لوله های آلیاژی , دسته بندی لوله ها براساس کاربرد و جنس , لوله درز دار , لوله بدون درز , روش خمکاری , ,
نوشته شده در چهار شنبه 14 مهر 1400
بازدید : 216
نویسنده : جواد دلاکان
|
|
تار خنثی (طول گسترده) چیست؟
وقتی لوله ای خم میشود. لایه ی بیرونی قطعه کشیده شده و طول آن افزایش می یابد، همچنین لایه ی درونی آن فشرده می شود. و طول آن کاهش می یابد. بین لایه ی بیرونی و درونی قطعه، لایه ای وجود دارد که نه کشیده میشود. و نه فشرده می شود. یعنی طول قطعه بدون تغییر باقی می ماند. این طول را لایه ی خنثی می نامند.
برای محاسبه ی طول لوله از رابطه ی زیر استفاده می گردد.
L = π d α / 3 6 0
که در آن:
d: قطر لوله
α: زاویه ای باید لوله خم شود.
L: طول لوله ی خم شده می باشد.
:: برچسبها:
خمکاری لوله , لوله های فولادی , مقاطع فولادی , مقاطع توخالی , لوله های فلزی , لوله های آلیاژی , دسته بندی لوله ها براساس کاربرد و جنس , لوله درز دار , لوله بدون درز , ,
نوشته شده در دو شنبه 12 مهر 1400
بازدید : 221
نویسنده : جواد دلاکان
|
|
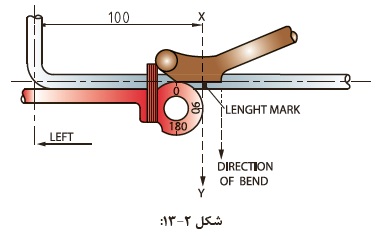
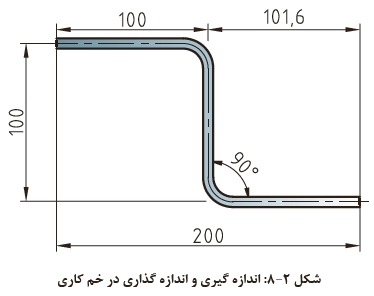
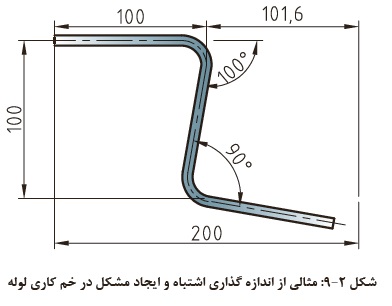
نحوه قرار دادن لوله در دستگاه جهت خمکاری
پس از اندازه گیری لوله مطابق توضیحات ارائه شده، لوله را به صورتی در دستگاه قرار باید داد. که علامت مورد نظر با زاویه مشخص شده روی دستگاه مماس با هم باشند.
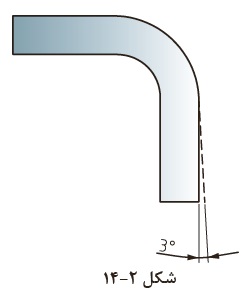
بطور معمول لوله ها پس از اعمال نیروی خم، کمی حالت فنری یا برگشت پذیری از خود نشان می دهند. که میزان این برگشت پذیری بر اساس جنس لوله متغیر است.
میزان افزایش طول حین خمکاری
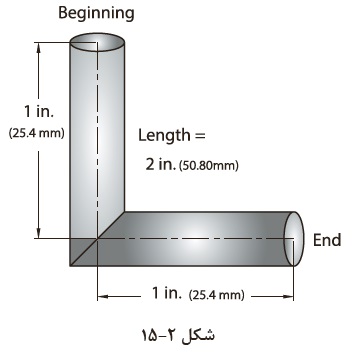
محاسبات طول کلی لوله در خمکاری، به نوع خم بستگی دارد. اگر از خم تیز استفاده گردد (فاق بری)، طول نهایی برابر با طول اولیه خواهد بود.
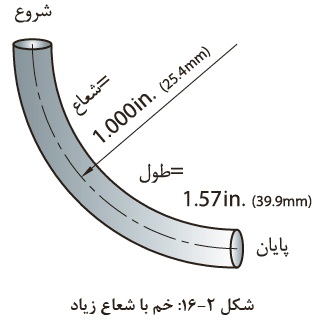
اگر از خم قوسی (خم با شعاع زیاد) استفاده شود. طول لوله پس از خمکاری ممکن است با طول اولیه آن برابر نباشد. بنابراین محاسبه میزان این تغییرات قبل از برشکاری بسیار مهم است.
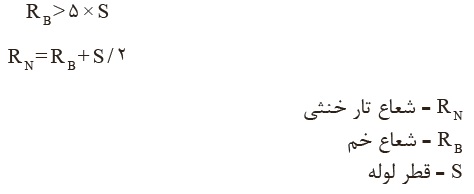
بخش خارجی لوله پس از خمکاری کشیده شده و باعث افزای طول لوله می شود. که این افزایش طول از محور تار خنثی قابل محاسبه می باشد. محل قرارگیری تار خنثی بستگی به شعاع خم و قطر لوله دارد. که برای محاسبه آن از فرمول های زیر استفاده می شود.
الف- اگر شعاع خم بیشتر از 5 برابر ضخامت قطعه باشد. تار خنثی در وسط قطعه قرار می گیرد. و توسط فرمول زیر قابل محاسبه است.
ب- اگر شعاع خم کمتر از 5 برابر ضخامت قطعه باشد. تار خنثی به سمت دیواره داخلی جا به جا می شود. و توسط فرمول زیر قابل محاسبه است.
با توجه به اندازه تار خنثی، برای محاسبه طول خم از فرمول زیر استفاده می شود.
محاسبه طول خم کاربردهای متفاوتی دارد مانند:
بدست آوردن طول لوله برای برشکاری یا نحوه اندازه گذاری لوله برای خمکاری.
:: برچسبها:
خمکاری لوله , لوله های فولادی , مقاطع فولادی , مقاطع توخالی , لوله های فلزی , لوله های آلیاژی , دسته بندی لوله ها براساس کاربرد و جنس , لوله درز دار , لوله بدون درز , ,
نوشته شده در یک شنبه 11 مهر 1400
بازدید : 228
نویسنده : جواد دلاکان
|
|
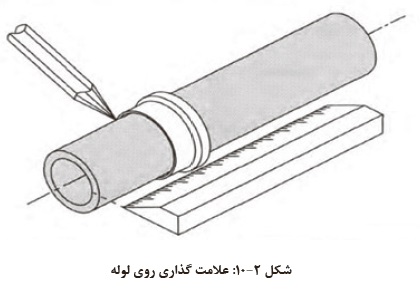
علامت گذاری روی لوله
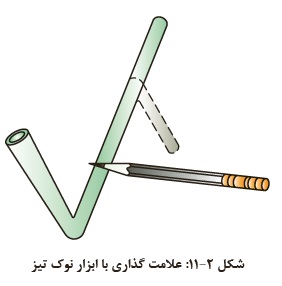
برای افزایش دقت در علامت گذاری، از یک بست فلزی بعنوان دور لوله استفاده می شود. برای نشانه گذاری، روی لوله از نشانگرهای نوک تیز (مانند مداد ، مارکر) استفاده می گردد.
استفاده از ماژیک یا نشانگرهایی که نوک آنها پهن میباشد باعث پایین آمدن دقت در اندازه گیری می شود.
باید دقت شود که توسط ابزار نوک تیز روی لوله ها به هیچ وجه نباید خراش ایجاد نمود. زیرا این عمل باعث خوردگی و ضعیف شدن مقطع لوله می شود.
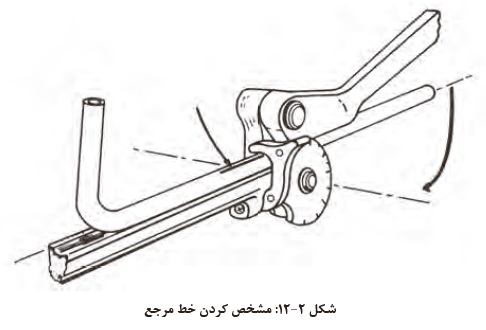
معمولاً دستگاه های خمکاری از یک جهت عملیات خم را انجام می دهند. به همین دلیل مشخص نمودن یک خط مرجع از ابتدای کار. خصوصاً در مواردی که باید چندین خم و در جهات مختلف ایجاد شود بسیار مفید است.
یک علامت طولی روی لوله مشخص میگردد. سپس لوله را به صورتی در دستگاه خمکاری قرار می گیرد. که آن علامت رو به بالا و خلاف جهت زاویه خم قرار گیرد.
این علامت علاوه بر امکان کنترل دقیق جهت خم. پس از خمکاری برای ادامه صحیح عملیات خمکاری در جهات مختلف بسیار مفید می باشد.
:: برچسبها:
خمکاری لوله ,
لوله های فولادی ,
مقاطع فولادی ,
مقاطع توخالی ,
لوله های فلزی ,
لوله های آلیاژی ,
دسته بندی لوله ها براساس کاربرد و جنس ,
لوله درز دار ,
لوله بدون درز ,
نوشته شده در شنبه 10 مهر 1400
بازدید : 222
نویسنده : جواد دلاکان
|
|
خمکاری لوله
نقشه خوانی و پیاده کردن نقشه روی لوله
برای ساخت یک مصنوع، نیاز به یک سری اطلاعات تس. که از روی نقشه می توان آنها را بدست آورد. بعنوان مثال: برای خمکاری لوله جهت ساخت یک وسیله ورزیشی. اطلاعات مورد نیاز برای تعیین طول اولیه لوله، پارامترهای خم کاری در نقشه آمده است. و می تواند اطلاعات مورد نیاز را از آن استخراج نمود.
اندازه گیری و علامتگذاری صحیح دو عامل بسیار مهم در خمکاری دقیق لوله به حساب می آید. عدم دقت در اجرای هر کدام از موارد باعث بروز مشکل انطباق نهایی لوله و ساخت مصنوع فلزی می شود.
:: برچسبها:
خمکاری لوله , لوله های فولادی , مقاطع فولادی , مقاطع توخالی , لوله های فلزی , لوله های آلیاژی , دسته بندی لوله ها براساس کاربرد و جنس , لوله درز دار , لوله بدون درز , ,
نوشته شده در پنج شنبه 8 مهر 1400
بازدید : 216
نویسنده : جواد دلاکان
|
|
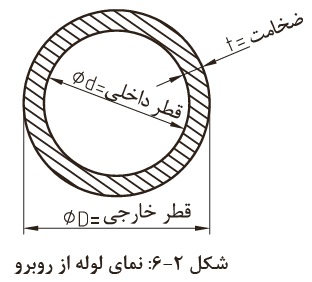
مشخصه های لوله
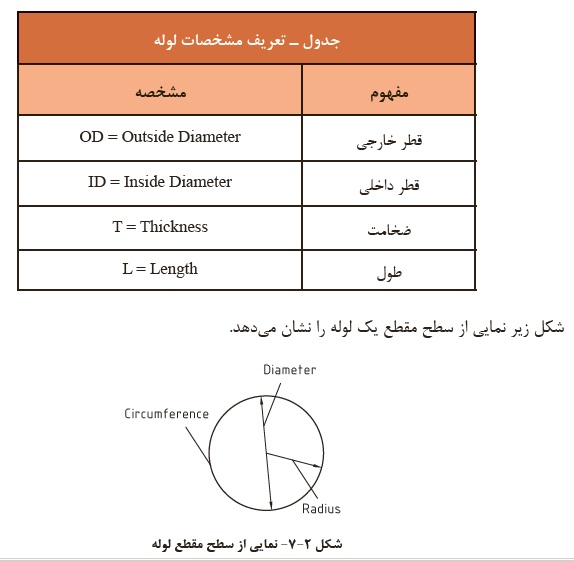
لوله ها بر اساس معیارهای متفاوتی مانند قطر داخلی، قطر خارجی، ضخامت و طول تعریف می شوند. در شکل 2-6 مشخصه های لوله آمده است. و در جدول زیر مفهوم و مشخصه های آنها را ملاحظه می کنید.
همانطور که در شکل مشاهده می نمایید یک لوله دارای شعاع، قطر و محیط می باشد.
- محیط (Circumference) دور تا دور هر شکل را محیط آن می نامند.
- شعاع (Radius) خط مستقیمی که مرکز دایره را به محیط وصل می کند.
- قطر (Diameter) خط مستقیمی که. با عبور از مرکز دایره به یک جهت از محیط را به جهت دیگر منتقل می کند. و دو برابر شعاع می باشد.
تذکر: در محاسبات خمکاری لوله های فولادی، شعاع خم همیشه بر اساس محور طولی لوله منظور می گردد.
:: برچسبها:
خمکاری لوله , لوله های فولادی , مقاطع فولادی , مقاطع توخالی , لوله های فلزی , لوله های آلیاژی , دسته بندی لوله ها براساس کاربرد و جنس , لوله درز دار , لوله بدون درز , ,
|
|
|

























 آمار
وب سایت:
آمار
وب سایت:

